





 当前位置:
当前位置:不锈钢通风管道是怎么切割的?它的焊接工艺是什么?
发布时间:2021-07-08 14:37 浏览次数:762次
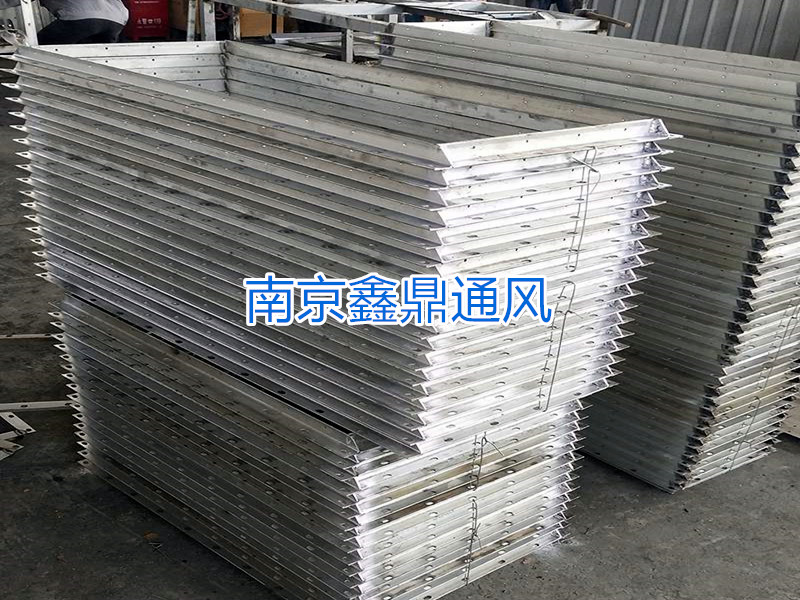
近几年不锈钢通风管道的使用越来越普遍,以前对焊接工艺没有相应的规范和技术方法进行指导,现在已经总结出不锈钢通风管道制作方法以满足施工需要,那么不锈钢通风管道怎么切割?它的焊接工艺是什么?一起来看看吧!

1、翻边对焊
了解不锈钢通风管道图纸,规格书等技术资料并组织评审。在确定管道横向连接时,采用翻边对焊,翻边尺寸为15mm,确定不锈钢薄钢板矩形管道采用不锈钢角钢加固与直角加固相结合。
2、钢板下割
3、翻边、折边
不锈钢通风管道按照15毫米的翻边尺寸,首先在折方机上折出横向焊接处要求翻边。边缘翻转之后,然后根据风管长度折叠。

1、管道横向焊接
不锈钢通风管道二次成型管放于夹具台上,用夹具固定,横向焊接。管壁厚过薄,直接平面焊接会产生较大的变形,操作和加固难度较大,现采用翻边焊的形式。
2、框架焊接加固
不锈钢通风管道把套好的不锈钢角钢加固框架移至各风管的横向翻转连接处,用夹具夹紧,将风管与不锈钢加强框架进行对接,对焊接位置进行焊接。从而避免了角钢与风管在直接焊接时的变形。
3、直角加固
不锈钢通风管道采用直角加固加固方式,既节省了传统的不锈钢角钢加固方法,又能充分利用风管制造过程中产生的废钢。
4、酸洗钝化
不锈钢通风管道焊接后,对焊缝及风管表面进行清洗,先清除油污、焊渣及飞溅物,再用酸洗钝化,用清水冲洗。

注:部分图片来源网络,若有侵权请联系删除!